
Отвод электросварной 90° ПЭ100 (ПНД): конструкция, назначение, монтаж

Электросварной отвод 90° — технологичное решение для изменения направления трассы полиэтиленового трубопровода под фиксированным углом. Отвод обеспечивает герметичность соединения в сетях водоснабжения и газораспределения.
Фитинг производится из полиэтилена ПЭ100, обладающего высокой ударной вязкостью, термостойкостью и долговечностью. В данной статье речь идет о фитингах, относящихся к категории электросварных, поскольку оснащены встроенной нагревательной спиралью. В зависимости от бренда ПНД отвода встроенный нагревательный элемент бывает открытым или скрытым тонким слоем полиэтилена.
 |
 |
 |
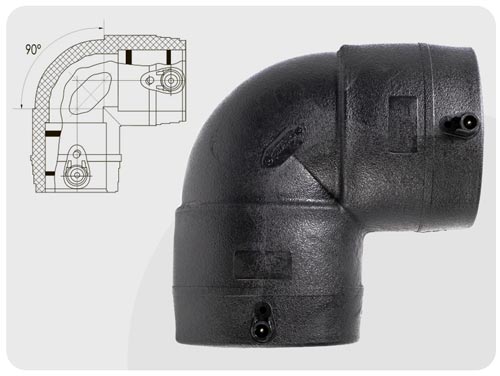
Принцип работы электросварного отвода
Отвод 90° или колено электросварное, как впрочем, любой другой электросварной пнд фитинг удобен и технически прост в монтаже. При подаче напряжения (с помощью аппарата электромуфтовой сварки) происходит равномерное расплавление слоя полиэтилена на фитинге и трубе, что обеспечивает монолитное соединение.
Принцип работы:
- Отвод устанавливается на концы соединяемых труб.
- К контактам фитинга подключается сварочный аппарат.
- Спираль нагревается, расплавляя полиэтилен.
- После остывания образуется монолитное, герметичное соединение.
Конструктивные особенности отводов ПЭ100 SDR 11
Ключевые элементы конструкции:
 |
|
Электросварные отводы 90 градусов могут отличаться параметром PN, обозначающим рабочее давление в системе: PN10, PN16, PN25. Маркировка «PN10» на трубе и фитинге обозначает предельно допустимое давление 10 бар.
Температурный режим эксплуатации может отличаться, обычно составляет от -20°С до + 40°С.
Срок службы: не менее 50 лет.
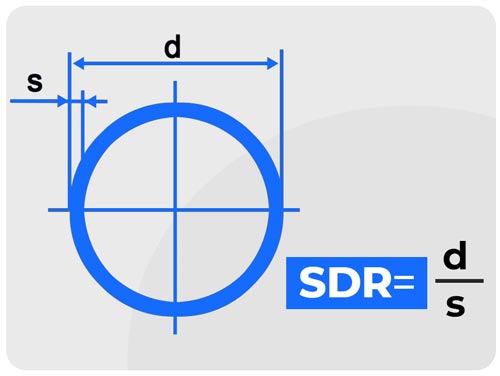
Что выбрать ПЭ100 SDR 11 или SDR 17?
В рабочей документации и сметах встречаются отводы электросварные ПЭ100 SDR 11 и SDR 17, что это значит и какой выбрать? ПЭ100 — обозначение высшего класса полиэтилена для напорных трубопроводов, обеспечивающего высокую прочность. SDR (отношение диаметра к толщине стенки) сообщает нам о прочности: чем толще труба, тем параметр SDR меньше. Изделия с SDR11 выдержат более высокие нагрузки чем SDR17, но не следует забывать, что толстая стенка уменьшает пропускную способность.
 |
Фитинги полиэтиленовые SDR11 обладают оптимальным балансом прочности и гибкости для большинства инженерных систем. |
Купить электросварной отвод 90 градусов
«Фитинг Фэктори» предлагает купить электросварные отводы 90 градусов по цене производителя с доставкой со склада в Москве, Нижнем Новгороде, Ростове-на-Дону. В каталоге представлены электросварные отвод 90 от недорогого эконом сегмента до фитингов премиум класса брендов Smart Joint, GQ, Elofit, Eurostandard производства России, Италии, Китая. При подборе учитывайте:
Назначение системы
- для водопроводов
- для газопроводов — только отводы со специальным сертификатом
Диаметр трубопровода. Стандартные размеры: 20, 25, 32, 40, 50, 63, 75, 90, 110, 125, 160, 200, 225, 315 мм.
Рабочее давление. Убедитесь, что PN отвода соответствует параметрам системы.
Сертификацию. Наличие сертификатов по ГОСТ Р 58121.2‑2018 (газ) или ГОСТ 18599‑2001 (вода).
Проверьте все характеристики перед покупкой фитинга. Обратите внимание на наличие паспорта и сертификатов, чтобы быть уверенными в её качестве и оригинальности. Если Вы не нашли необходимую информацию или остались вопросы, пожалуйста, обращайтесь к менеджерам компании по телефону +7 495 225-95-38 или электронной почте fit@fitting-factory.ru
Цена на отвод электросварной 90 градусов пэ100 sdr11 бренда Eurostandard
| Диаметр | Цена, € | Диаметр | Цена, € | |
| 20 | 5,4 | 125 | 57,8 | |
| 25 | 7,3 | 140 | 70 | |
| 32 | 10 | 160 | 73,5 | |
| 40 | 11,8 | 180 | 122,6 | |
| 50 | 14,2 | 200 | 142,2 | |
| 63 | 14,8 | 225 | 298,3 | |
| 75 | 29,5 | 250 | 466,1 | |
| 90 | 31,7 | 315 | 683,7 | |
| 110 | 32,8 | |||
Цены указаны в евро (€). Актуальный курс уточняйте у менеджера компании.
→ Полный прайс-лист на электросварные седелки (.pdf)
Оплата производится в размере 100% предоплаты по выставленному счету. Возможна отсрочка оплаты по согласованию с менеджером. Готовы оперативно поставить фитинги в любую точку России. Сотрудничаем с большинством известных транспортных компаний. Специалисты отдела логистики подберут оптимальный вариант доставки в зависимости от вида заказанной продукции.
Отгрузка продукции осуществляется непосредственно со склада компании:
- Московская область: д. Пирогово, ул. Совхозная, д. 2А. Время работы Москвовского склада: понедельник – пятница с 9:00 до 18:00
- Ростов-на-Дону: г. Батайск, ул. Рыбная д. 96. Время работы: понедельник – пятница с 8:00 до 17:00
- Нижний Новгород: г. Нижний Новгород, ул. Гордеевская д. 59а, к. 8. Время работы: понедельник – пятница с 8:00 до 17:00
Технология монтажа: пошаговая инструкция
Шаг 1. Подготовка.
Проверьте соответствие диаметра отвода и трубы. Очистите и обезжирьте соединяемые поверхности. Снимите фаску на концах труб (5–15°). Отметьте глубину вставки трубы в отвод.
Шаг 2. Установка.
Надвиньте отвод на концы труб до контрольных меток. Обеспечьте соосность соединения. Зафиксируйте в позиционере (при наличии).
Шаг 3. Сварка.
Подключите сварочный аппарат к контактам отвода. Задайте параметры сварки согласно штрих‑коду или паспорту изделия. Запустите процесс сварки. Дождитесь завершения цикла и автоматического отключения
Шаг 4. Остывание.
Не перемещайте соединение до полного остывания (15–40 мин). Отключите аппарат и снимите клеммы.
Шаг 5. Контроль качества.
Проверьте отсутствие перекосов. Осмотрите зону сварки на наличие дефектов. Проведите опрессовку системы (давление 1,5 × PN на 30 мин).
Типичные ошибки при монтаже
 |
|








